BHQ26 серыя шафа з пясчанай смылкай ўручную
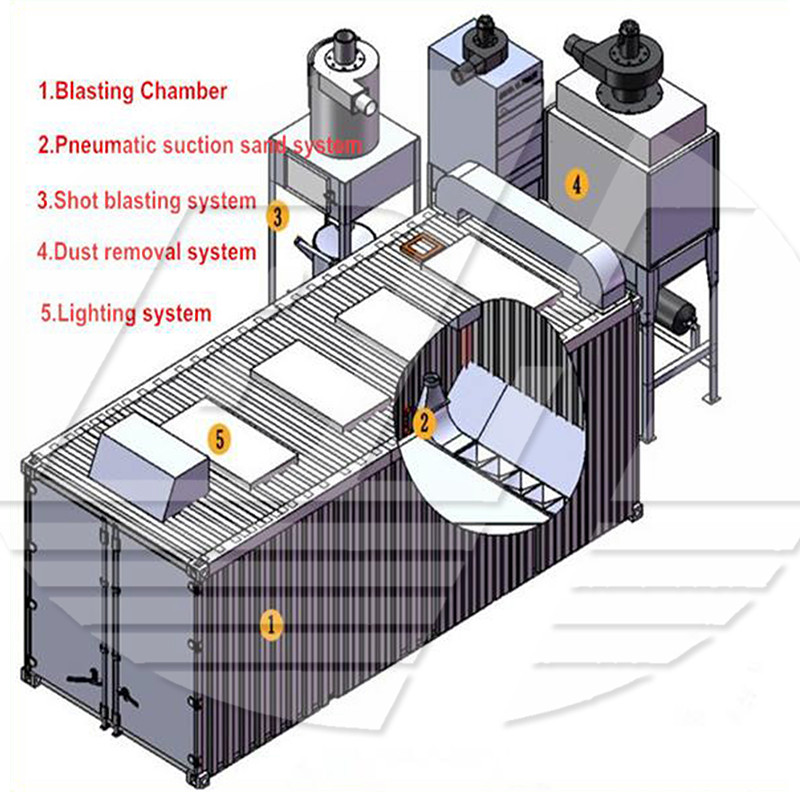
1. Што такое пескоструйная шафа
Некаторыя людзі таксама называюць пескоструйные машыны, пескоструйные бакі, партатыўныя пескоструйные машыны, адкрытыя пескоструйные машыны і гэтак далей.Назвы розныя, але насамрэч яны аднолькавыя.Можа працаваць асобна, але ў большасці выпадкаў гэта працуе з дробеструйным памяшканнем.


Склад пескоструйной камеры ——
Наогул кажучы, наступныя кампаненты:
1).бак для пескоструйной апрацоўкі:
Таўшчыня сталёвай пласціны, якая выкарыстоўваецца для розных аб'ёмаў рэзервуара і кораня пескоструйной машыны, розная.Чым большы аб'ём, тым тоўшчы сталёвая пласціна.Гэта ў асноўным вызначаецца заводам сасудаў пад ціскам у адпаведнасці з рэальнай сітуацыяй.
Ёсць два тыпу пясчанага клапана і пясчанага клапана: ручной або пнеўматычны.Уручную неабходна ўручную адкрыць пясчаны клапан, і газ аўтаматычна адкрываецца газам.
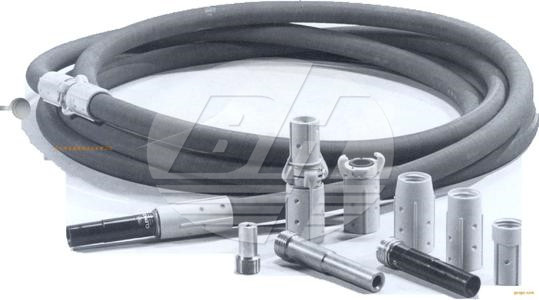
2). Пескоструйная труба (стандарт 10 м/20 м)
3).Засцерагальны клапан
Ціск выкарыстання пескаструйнага бака звычайна складае 8 кг.Роля ахоўнага клапана Калі ціск газу перавышае 8 кг, ён аўтаматычна спускаецца.Так, каб абараніць пескоструйный бак
4).Пескоструйная пісталет: у залежнасці ад матэрыялу, яго можна падзяліць на карбід бору, легаванай сталі, карбіду вальфраму, жалеза і гэтак далей.
Найбольш трывалым з'яўляецца карбід бору, а тэрмін службы, як правіла, складае 500-700 гадзін.
Па-другое, тэрмін службы карбіду вальфраму і легаванай сталі звычайна складае 300-400 гадзін,
Прасам можна карыстацца толькі 10 гадзін, мала хто ім карыстаўся.
Электронная сістэма кіравання і іншыя кампаненты.
2. Прынцып працы партатыўнага пескоструйного апарата
Прынцып працы пескоструйной машыны адрозніваецца ад дробеструйной машыны.Дробеструйная машына выкарыстоўвае цэнтрабежную сілу для выканання дробеструйной апрацоўкі.Пескоструйная машына працуе ад сціснутага паветра і распыляе абразіўныя рэчывы (як металічны, так і неметалічны пясок) на паверхню нарыхтоўкі.З-за ўздзеяння ціску абразіў, які знаходзіцца ў рэзервуары для пяску, праходзіць праз пясочны клапан і струйную трубку да распыляльніка, і абразіў выкідваецца з высокай хуткасцю, што змяняе механічныя ўласцівасці вонкавай паверхні паверхні нарыхтоўкі.З-за ўздзеяння і рэжучага ўздзеяння абразіва на паверхню нарыхтоўкі , Для атрымання пэўнай ступені чысціні і рознай шурпатасці на паверхні нарыхтоўкі, паляпшэння механічных уласцівасцяў паверхні нарыхтоўкі, таму паляпшэння ўстойлівасці нарыхтоўкі да стомленасці, павялічыць адгезію паміж ім і пакрыццём і падоўжыць пакрыццё. Даўгавечнасць плёнкі таксама спрыяе выраўноўванню і дэкарыраванню пакрыцця, выдаленні прымешак, шуму і слаёў аксіду на паверхні, пры гэтым робіць паверхню асяроддзя шурпатай, у выніку чаго рэшткавае напружанне на паверхні падкладкі і павышэнне цвёрдасці паверхні падкладкі.
3.Асноўная спецыфікацыя для партатыўнага пескоструйного станка
4. Страта магутнасці выбуховага танка
1).Канфігурацыя крыніцы паветра пескоструйной машыны звычайна складае 6 м³/мін (расход паветра адным пісталетам, калі ён роўны N, неабходная канфігурацыя крыніцы паветра складае N*6 м³/мін.
| Тып элемента | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| Аб'ём у баку (м3) | 0,5 | 0,7 | 0,82 | ||
| Ціск паветра (Мпа) | 0,5-0,6 | 0,5-0,6 | 0,5-0,6 | ||
| Вылучаная доза (калібр=φ10)(кг/г) | 1800-2280 гг | 1 пісталет | 1800-2280 гг | 1 пісталет | 1800-2280 гг |
| 2 гарматы | 3600-4560 | 2 гарматы | 3600-4560 | ||
| Выдатак паветра (м3/хв) | 6.1 | 1 пісталет | 6.0 | 1 пісталет | 6.0 |
| 2 гарматы | 12.0 | 2 гарматы | 12.0 | ||
| Даўжыня выбуховай трубы (мм) | 7000 | 7000 (2 шт.) | 7000 (2 шт.) | ||
| Спосаб кантролю | Пульт дыстанцыйнага кіравання | Пульт дыстанцыйнага кіравання | Пульт дыстанцыйнага кіравання | ||
| Памер (мм) | 1036*812*1860 | 1120 * 900 * 1890 | 1086*812*2060 | ||
| Вага (кг) | 396 | 500 | 690 | ||
2).Ціск паветра, які патрабуецца для пескоструйной машыны, складае 0,5-0,6 мпа (калі ціск занадта нізкі, пескоструйная апрацоўка будзе слабай і паўплывае на эфект ачысткі).
3).Аб'ём пескоструйной/дробеструйнай апрацоўкі ў гадзіну пескоструйной машыны складае 1800-2100 кг.
4).Дыяпазон прымянення пескоструйной апрацоўкі
а.Папярэдняя апрацоўка: усе апрацоўкі пескоструйной апрацоўкай перад пакрыццём, такія як гальваніка, афарбоўка, напыленне і г.д., паверхня абсалютна чыстая, і ў той жа час значна паляпшаецца адгезія і каразійная ўстойлівасць покрыўнага пласта.
б.Папярэдняя апрацоўка перад ачысткай паверхні дэталяў: ачыстка ад накіпу, рэшткаў і забруджванняў металічных дэталяў, такіх як адліўкі, дэталі штампоўкі, дэталі для зваркі, дэталі для тэрмічнай апрацоўкі;ачыстка паверхні неметалічных вырабаў, выдаленне чорных плям на паверхні керамічных нарыхтовак і памяншэнне фарбавага малюнка і інш.
в.Аднаўленне старых дэталяў: аднаўленне і ачыстка ўсіх рухомых частак, такіх як аўтамабілі, матацыклы, электрамеханічнае абсталяванне і г.д. У той жа час ліквідуюць нагрузку ад стомы і падаўжаюць тэрмін службы.
d.Фінішная апрацоўка паверхні нарыхтоўкі: усе металічныя і неметалічныя вырабы (пластык, крышталь, шкло і г.д.) ухіляюцца, а апрацоўка паверхні аргонавым туманам паляпшае паверхню вырабы.
е.Апрацоўка прэс-формаў: апрацоўка паверхні формы аргонам лёгкім туманам, графічная вытворчасць і ачыстка формы, каб не пашкодзіць паверхню формы, каб забяспечыць дакладнасць формы.
е.Апрацоўка задзірын: апрацаваныя дэталі выдаляюцца з невялікімі задзірынамі, а пластыкавыя дэталі ін'екцыйных дэталяў ухіляюцца.
г.Пераробка непажаданых прадуктаў: выдаленне непажаданага пакрыцця прадукту, выдаленне непажаданай афарбоўкі на паверхні і выдаленне друку.
ч.Ўмацаванне: павышэнне цвёрдасці паверхні металічных дэталяў і ліквідацыя нагрузак, напрыклад, апрацоўка паверхні ляза самалёта, спружын, апрацоўчых інструментаў і зброі.
я.Траўленне і апрацоўка супраць слізгацення: тручэнне ўзораў, тэкст і апрацоўка супраць слізгацення на паверхні металічных вырабаў і неметалічных вырабаў, такіх як: мармур, супрацьслізгальныя ручкі, ушчыльнення, надпісы стэлы і г.д.
дж.Апрацоўка джынсавай адзення: джынсавая адзенне матавая, бялёсая і дасягнуты эфект каціных вусоў.
5. Перавагі пескоструйной шафы:
1).Металічныя часткі пескоструйной машыны ў асноўным не пашкоджваюцца, і дакладнасць памераў не зменіцца;
2).Паверхня дэталі не забруджаная, і абразіў не ўступіць у хімічную рэакцыю з матэрыялам дэталі;
3).Пескоструйная машына можа лёгка апрацоўваць цяжкадаступныя часткі, такія як пазы і ўвагнутасці, а для выкарыстання можна выбраць абразівы розных памераў;
4).Кошт апрацоўкі значна зніжаецца, у асноўным гэта адлюстроўваецца ў паляпшэнні эфектыўнасці працы пескоструйной машыны, якая можа задаволіць розныя патрабаванні да аздаблення паверхні;
5).Нізкае спажыванне энергіі і нізкі кошт;
6).Пескоструйная машына не забруджвае навакольнае асяроддзе, выключаючы выдаткі на ачыстку навакольнага асяроддзя;